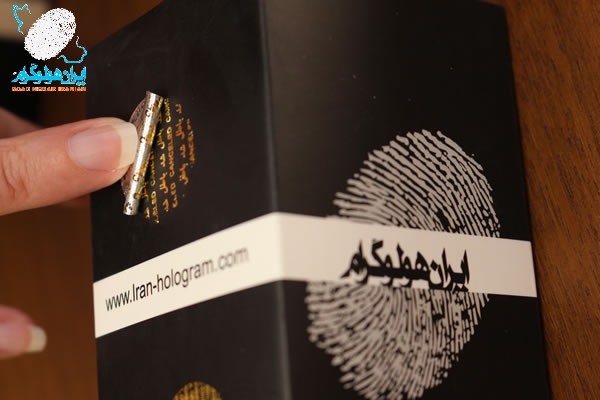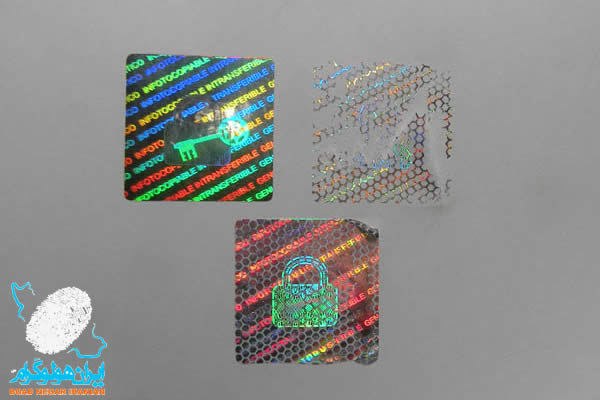
سفارش هولوگرام تخریب شونده را از آن رو به شما پیشنهاد می کنیم؛ زیرا می دانیم که این برچسب ها روی دستگاه های مهم چسبیده و اصالت آنها را تضمین می کنند. اگر پس از چسباندن ...

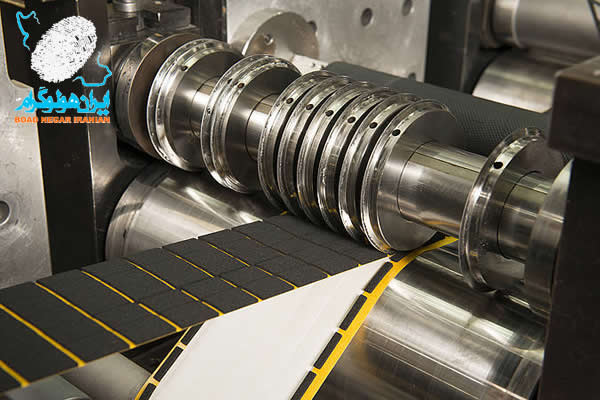
امروزه با حجم بالای تولید انبوه لیبل ها و برچسب و هولوگرام، در بیشتر موارد عمل برش (دایکات) به صورت روتاری (دوار) صورت می گیرد. که در مقایسه با برش تخت (Flat bed)، سیستم دای کات روتاری احتیاج به کشش اولیه کم تری دارد و متریال می تواند به صورت پیوسته و سرعت بسیار بالا برش بخورد. با این حال باید فاکتورهای بسیار زیادی مد نظر قرار گیرد تا نتیجه بی عیب را به دست آوریم. که در این مقاله به ویژگی های پایه و اولیه دای کات روتاری می پردازیم.
دستیابی به کیفیت بالا در برش به سه عامل اولیه و همکاری آن ها با یک دیگر بستگی دارد. این اجزا در درجه اول ماده ای است که قرار است برش بخورد و بعد واحد Cutting (برش) و پس از آن ابزار برش (تیغ) است.
مواد مصرفی دای کات روتاری، با توجه به تنوع نا محدود لیبل ها و برچسب ها همه جا قابل مشاهده است: غذاها، نوشیدنی ها، محصولات مراقبتی و بهداشتی، شخصی، لوازم خانگی، دارویی، صنایع شیمی و مهندسی و … این تنوع و گوناگونی وسیع، نتیجه ی ساختار چندلایه مواد لیبل ها است. معمولا سطح قابل چاپ لیبل روی سطح سیلیکونایز شده (Siliconise) شده و یا لاینر به وسیله چسب (Adhesive layer) روی ماده پشتیبان(Backing Layer) قرار می گیرد.
در فرایند دای کات روتاری، سطح روی ماده ای که چاپ شده است با لبه ابزار برش تماس برقرار می کند و تیغ آن را برش می دهد. ولی لایه سیلیکونی و پشتیبان (Backing) نباید آسیب ببیند. این برش را kiss-cutting می گویند و عمده ترین کاربرد برای لیبل های خودچسب (Self-adhesive) را دارند. هم چنین ممکن است برش کامل صورت گیرد (تا لایه لاینر) برای مثال، کاربرد پرفراژ دارد، استفاده می شود که به آن برش Metal-to-Metal نیز گفته می شود. نوع متریال مصرفی دارای تاثیر قابل ملاحظه ای روی طراحی ابزار برش (تیغ) است. در دای کات روتاری ضخامت متریال در خصوصیات ماده لاینر با اندازه فاصله (Gap) و ارتفاع خطوط برش (تیغ ها) کاملا مرتبط هستند.

زاویه برش و شکل هندسی تیغ با توجه به سختی و فشار ماده باید تنظیم و انتخاب شوند. طبیعتا زاویه تیغ برای پلی استر با برش کاغذ کاملا متفاوت است. برخی از مواد زبر و ساینده هستند و به سرعت تیغ را کند و ضعیف می کنند. در این موارد باید تیغ را با یک لایه مخصوص Coat کرد و یا توسط لیزر آن را سخت کرد. برای چسب هات ملت (Hot-melt) تیغ را پوشش ضد چسب می زنند تا به متریال نچسبد و مشکل ایجاد نکند.
در فرایند دای کات روتاری باید فقط سطح متریال کاملا برش بخورد و تفکیک لایه چسب برابر با دستیابی بهینه به پوشال برداری (Stripping) است. لایه سیلیکونی و لاینر باید بدون آسیب باقی بمانند و دقت آن در حد میکرون است. اگر لاینر آسیب ببیند در فرایند های بعدی، لیبل ها به مشکل بر می خورند. علاوه بر این هیچ گونه چسبی نباید به اطراف لیبل نشت پیدا کند چرا که لایه های رول به هم می چسبند و در هنگام توزیع و الصاق لیبل ها با مشکل اساسی مواجه می شویم.
جدا از پوشش بصری برای عیوب آشکار و واضح، با توجه به ابعاد و کیفیت مرزهای بیرونی و لبه برچسب ها، آزمونی که با نام آزمون مرکب(Ink Test) شناخته می شود، صورت می گیرد تا هرگونه آسیب به لایه سیلیکونی و مواد لاینر شناسایی و رفع شود.
پیشنهاد میکنیم مقاله زیر را نیز بخوانید: